Introduction: Ear moulds effectively couple the hearing aid to the ears and provide a sound channel to the ear from the hearing aid. Ear moulds are usually prepared using manual procedure, but with the latest technology ear mould can also be prepared using stereolithography (SLA) printing processes. However, the speech output characteristics of this stereolithography printed ear moulds are not validated in the literature. This study compares speech output between conventional and stereolithography ear moulds with and without vents.
Material and methods: Ear moulds with and without vents were prepared for 15 participants. The same impression was used to prepare mould using conventional manual and SLA processes. The output of both these moulds (with and without vent) was recorded in an anechoic test box by connecting to a hearing aid programmed for mild to moderate sensorineural sloping hearing loss. The recorded output was subjected to quality assessment and perception by Hearing-Aid Speech Quality Index (HASQI) and Hearing-Aid Speech Perception Index (HASPI) analysis in MATLAB, respectively.
Results: The result indicated that SLA-processed ear moulds with and without vent exhibit significantly better perception (HASPI) and quality (HASQI) index. The better results in SLA-prepared mould can be attributed to the precision in maintaining the size of the sound bore and vent throughout the ear mould.
Conclusion: Thus, it can be concluded that SLA ear moulds can be effectively used with hearing aids as conventional moulds.
Conventional ear moulds, SLA ear moulds, Vent, HASPI, HASQI
Ear moulds, most commonly referred to as mechano-acoustic couplers, are a reverse duplicate of the ear [1]. Custom-made ear moulds comfortably fit each person's ear and aid in keeping the hearing aid behind the pinna. The sound bore in the ear moulds forms a sound path from the hearing aid receiver to the ear canal. Ear moulds of different styles fill different portions of the canal and the concha [1,2]. An ear mould carries out three crucial tasks: it controls the amount that the inner part of the ear canal is exposed to air outside the head (the venting), which in turn affects the gain frequency response and electroacoustic comfort of the hearing aid; it couples sound from the hearing aid receiver to the aid wearer's ear canal via the sound bore (a tube). It comfortably holds the hearing aid in the ear [1,2]. It influences the quality of the user's own voice perception, the frequency gain response when the hearing aid is installed on the ears, and the propensity for feedback oscillations. The sound bore, vent and damper are key acoustic aspects of ear moulds influencing the quality of hearing aid output; modification of these acoustic aspects will impact hearing aid output [2]. For individuals with steeply sloping hearing loss, venting helps to reduce amplified low-frequency sounds and improves speech quality. Thus, ear mould has a significant role in the quality of hearing aid output. Poorly fitted ear mould leads to various problems for hearing aid users like discomfort, allergy, leakage of sound, feedback, occlusion effect and poor sound quality [1,3].
The conventional method prepares the soft ear mould by taking an impression of the individual's ears, flasking the impression in stone plaster, and later scooping it out. The impression is then packed with silicon material (base + catalyst). The prepared ear mould is deflasked and finally trimmed and polished [1,2]. For conventional ear mould, vents are manually drilled by the ear mould technician. On the other hand, with improved laser technology, stereolithography (SLA) can also be used to prepare ear moulds. SLA is a 3D printing technique that employs a moving laser beam that is computer-controlled and pre-programmed using CAM/CAD software. SLA helps to create or improve an existing ear mould model in three dimensions. The technician can specify ear mould vent length and size in CAM/CAD software in SLA technique. The SLA method builds objects one thin layer at a time using a computer-controlled UV laser and a vat of liquid UV-curable photopolymer resin. The part layer is solidified or "cured" by the UV laser, which also adheres to each subsequent layer. After each layer has been hardened, the SLA machine lowers the platform by a single layer thickness, typically between 0.002 and 0.006 inches. The cured layer is then covered with a fresh layer of uncured resin using a sweeper blade packed with resin. The laser dries each layer, curing it and bonding it to the one before. Up till the 3-D component is finished, this process is repeated. The SLA machine then lifts the platform out of the resin vat to be cleaned before being cured in a UV "oven" [4].
SLA-processed ear moulds claim to produce ear moulds with high precision and a smoother surface more quickly and cost-effectively [4]. There may be differences in the production and precision of ear mould produced through the conventional manual method and SLA 3D printing process. These differences could affect the output characteristics of the hearing aid output. However, SLA-processed ear mould output characteristics in hearing aids are not validated. Hence, the study aims to compare the speech perception and quality output characteristics between conventional ear moulds and SLA-processed moulds with and without vents. It is hypothesized that there is no difference in speech perception and quality output characteristics between conventional ear moulds and SLA-processed moulds.
Ear impressions were taken from 15 adults (male = 8, female = 7) with an age range of 24 to 56 years (mean = 47.5 years), using silicon base and catalyst material. Conventional soft ear moulds and SLA-processed ear moulds were prepared using the same impression. Conventional soft ear moulds were prepared using a silicon base and catalyst. Form labs, SLA model, and Resin material were used to prepare ear moulds using the SLA process. A 3 mm vent was also constructed for 15 moulds using convention and SLA processes to study the efficacy of venting in the ear mould for speech perception. The output characteristics of ear moulds using convention and SLA processes with and without vent were compared using an objective method. Experienced and certified ear mould technicians prepared both conventional ear mould and SLA-processed mould. The purpose of the study was explained and informed consents were taken from the participants. Ethical committee approval was received for this study from 'Ethical Guidelines for Bio-behavioral Research Involving Human Subjects' from the institute (SH/AUD/AP1225/22-23 Dated 1.11.2022).
The input signal of standardized Kannada sentences [5] was fed to the Bruel and Kjaer power amplifier to record the hearing aid output from conventional and SLA-processed mould (Type 2716C). The amplified signal was fed to the anechoic test box where the hearing aid with ear mould was connected to the click-on coupler AEC 202 (1/2-inch 2cc coupler) with the help of a 1-inch length 1/2-inch pre-polarized pressure microphone and preamplifier. The coupler was positioned within Bruel and Kjaer's model 4232 anechoic test box, which was linked to a preamplifier and a 1/2-inch prepolarized pressure microphone. This output was further connected to a sound level meter (Type 2250) (SLM) to record the output stimulus. The SLM was connected via utility software to extract the output stimulus.
A digital behind-the-ear (Klar 298 DW SP BTE) hearing aid was programmed for moderate-sloping sensorineural hearing loss using NAL-NL1 prescription formula. This hearing aid with both types of ear mould with and without vent was connected to the click-on coupler AEC 202 (1/2-inch 2CC coupler) in an anechoic test box. Five recorded standardized Kannada sentences [5] from list one were considered for the study. The stimulus was presented at 65 dB SPL, and output was recorded through SLM (Type 2250).
MATLAB software version (R2014a, MathWorks. NC., USA) was loaded on a laptop for acoustic analysis of recorded stimulus. MATLAB functions Hearing-Aid Speech Quality Index (HASQI) version 2 and Hearing-Aid Speech Perception Index (HASPI) version 2 [6,7] were used. The output characteristics from the ear mould were analysed through MATLAB functions: HASQI and HASPI. The precise value of the hearing aids sound quality and speech intelligibility index were tabulated for further statistical analyses.
For individuals with hearing loss and hearing aids users, the HASPI and HASQI are objective measurements designed to predict the intelligibility and quality of deteriorated speech. They are based on an auditory peripheral model that takes hearing loss-related changes into account. The auditory model outputs measure changes in the signal envelope, temporal fine structure, and spectrum caused by the hearing aid or audio system processing. These measures compare the original unprocessed signal and the hearing aid processed signal to predict the perception and quality index. To determine intelligibility, HASPI combines measurements of temporal fine structure and time-frequency envelope from the original and changed signals. The HASQI index consists of a linear term sensitive to long-term spectrum changes and a nonlinear term sensitive to noise and nonlinear distortion. By combining these two terms, the quality forecast is created. HASQI and HASPI range from 0 to 1 value. The higher the value indicates better the quality and perception of the output speech stimulus.
Statistical Package for Social Sciences -version 25 (IBM Corp., Armonk, NY, USA) was used for descriptive and analytical statistics. The descriptive analysis computed the mean and standard deviation for HASQI and HASPI for conventional and SLA-processed ear mould. Shapiro Wilk test of normality was done to determine the data's normality. Shapiro Wilk's results showed that the test result was not normally distributed (p 0.05); as a result, a non-parametric test was utilised for analysis. For the purpose of comparing the two groups (with and without vent), the Mann Whitney U test was used.
The descriptive statistics showed that the mean HASPI for conventional and SLA moulds was 0.85 (SD = 0.08) and 0.89 (SD = 0.03), respectively. The results also showed the mean HASQI for conventional mould was 0.41 (SD = 0.03), and for SLA mould was 0.46 (SD = 0.02). Figure 1 and Figure 2 represent the HASPI and HASQI of conventional and SLA-processed ear moulds.
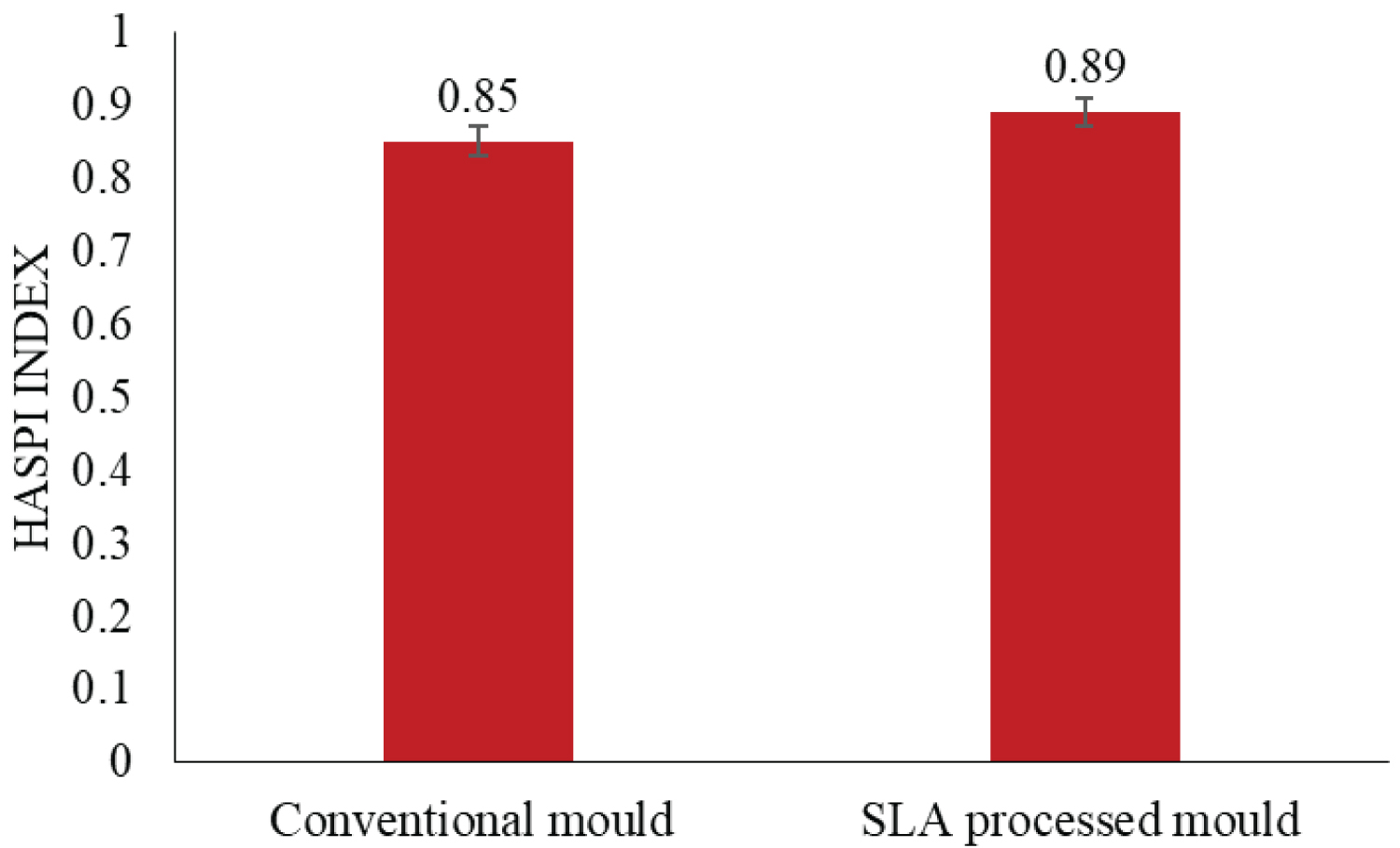 Figure 1: HASPI for conventional and SLA-processed ear moulds without vent.
View Figure 1
Figure 1: HASPI for conventional and SLA-processed ear moulds without vent.
View Figure 1
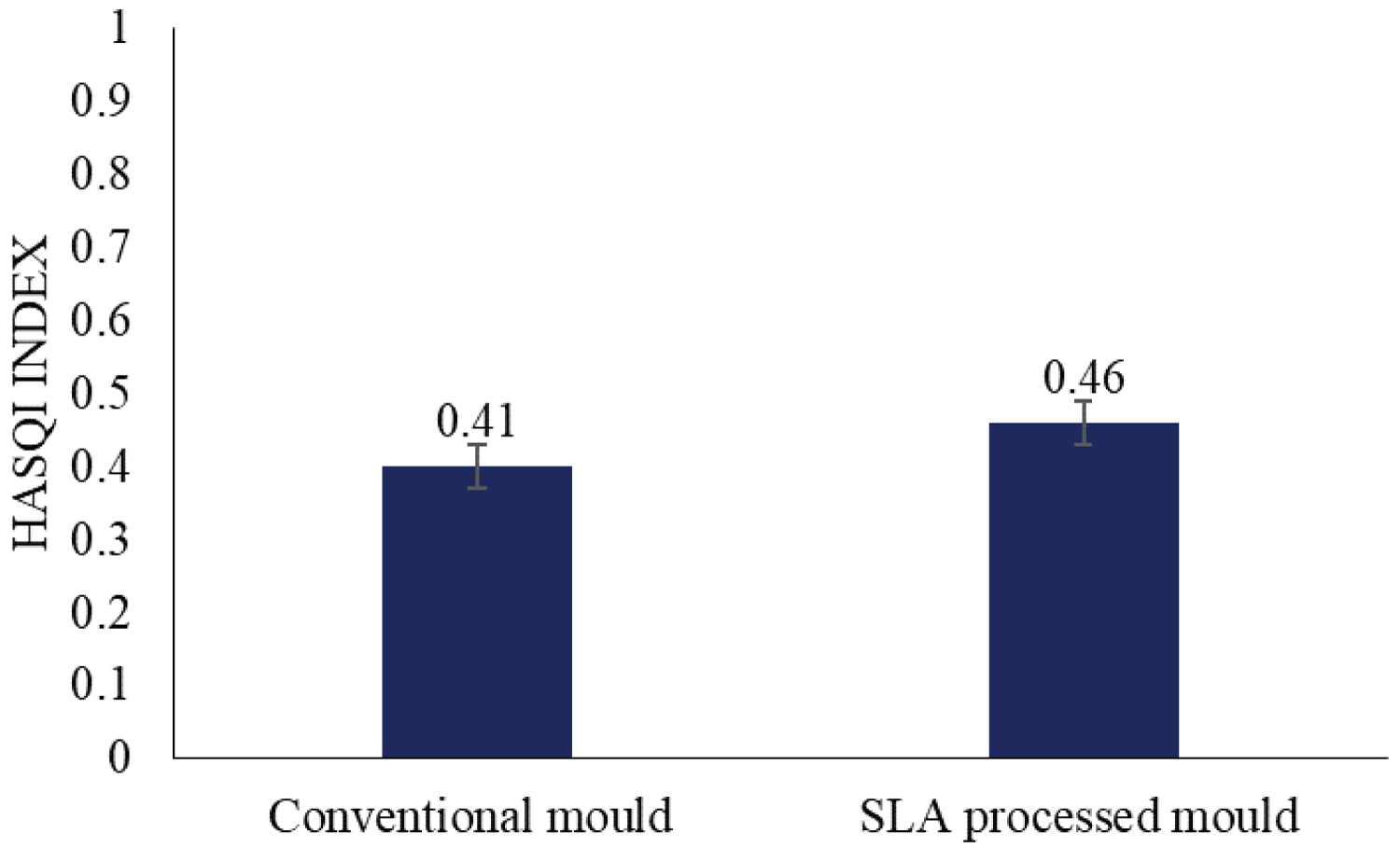 Figure 2: HASQI for conventional and SLA-processed ear moulds without vent.
View Figure 2
Figure 2: HASQI for conventional and SLA-processed ear moulds without vent.
View Figure 2
Figure 1 and Figure 2 show that the mean HASPI and HASQI values of both conventional and SLA-processed ear moulds are comparable. However, HASPI and HASQI of SLA-processed moulds are slightly better. Further, the Mann Whitney U test showed statistical differences in both HASPI (Z = -3.092, p = 0.002) and HASQI (Z = -3.294, p = 0.001) between conventional mould and SLA-processed mould.
The mean HASPI for SLA and conventional moulds with 3 mm vent was 0.86 (SD = 0.03) and 0.84 (SD = 0.02), respectively. The mean HASQI for SLA process mould with 3 mm vent was 0.34 (SD = 0.03), and for conventional mould was 0.29 (SD = 0.03). Figure 3 and Figure 4 represent the HASPI and HASQI of conventional and SLA-processed ear moulds with vents.
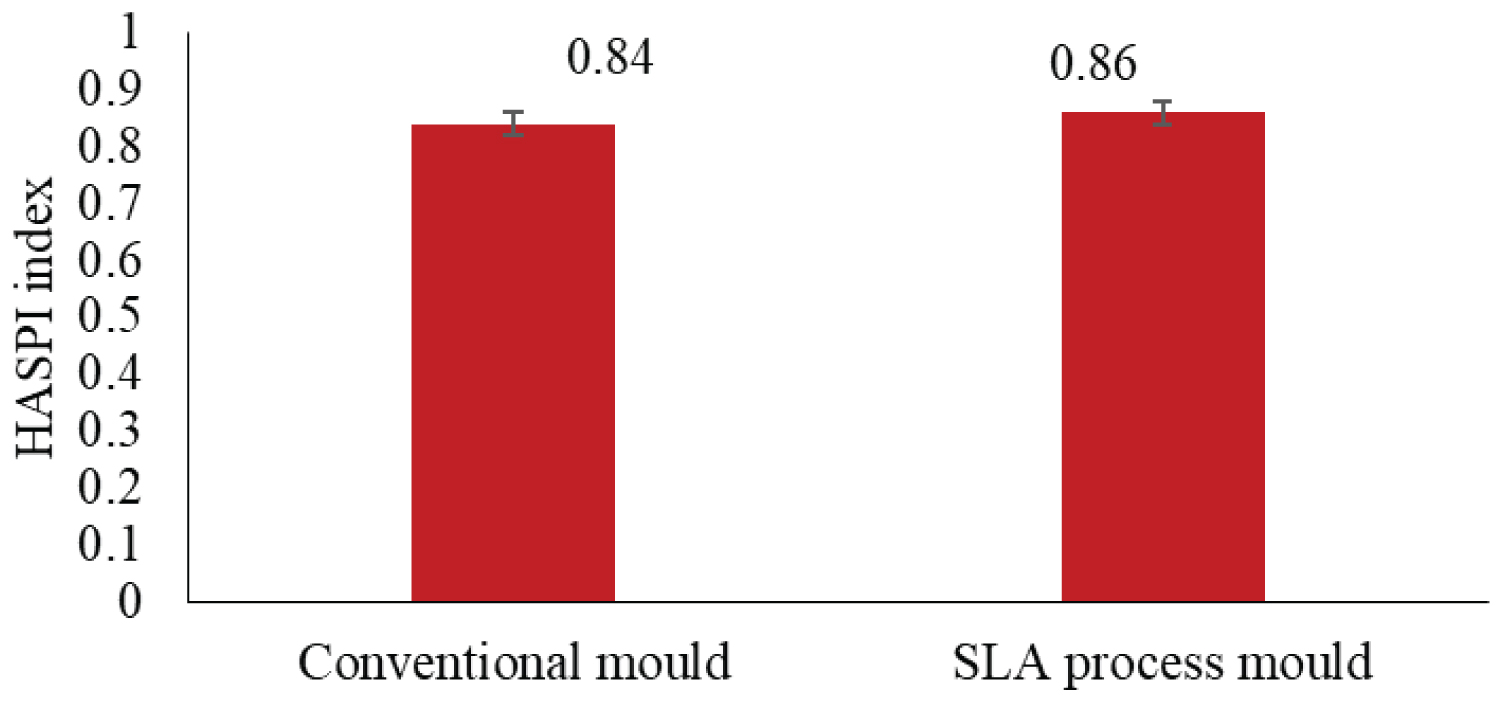 Figure 3: HASPI for conventional and SLA processed ear moulds with vent.
View Figure 3
Figure 3: HASPI for conventional and SLA processed ear moulds with vent.
View Figure 3
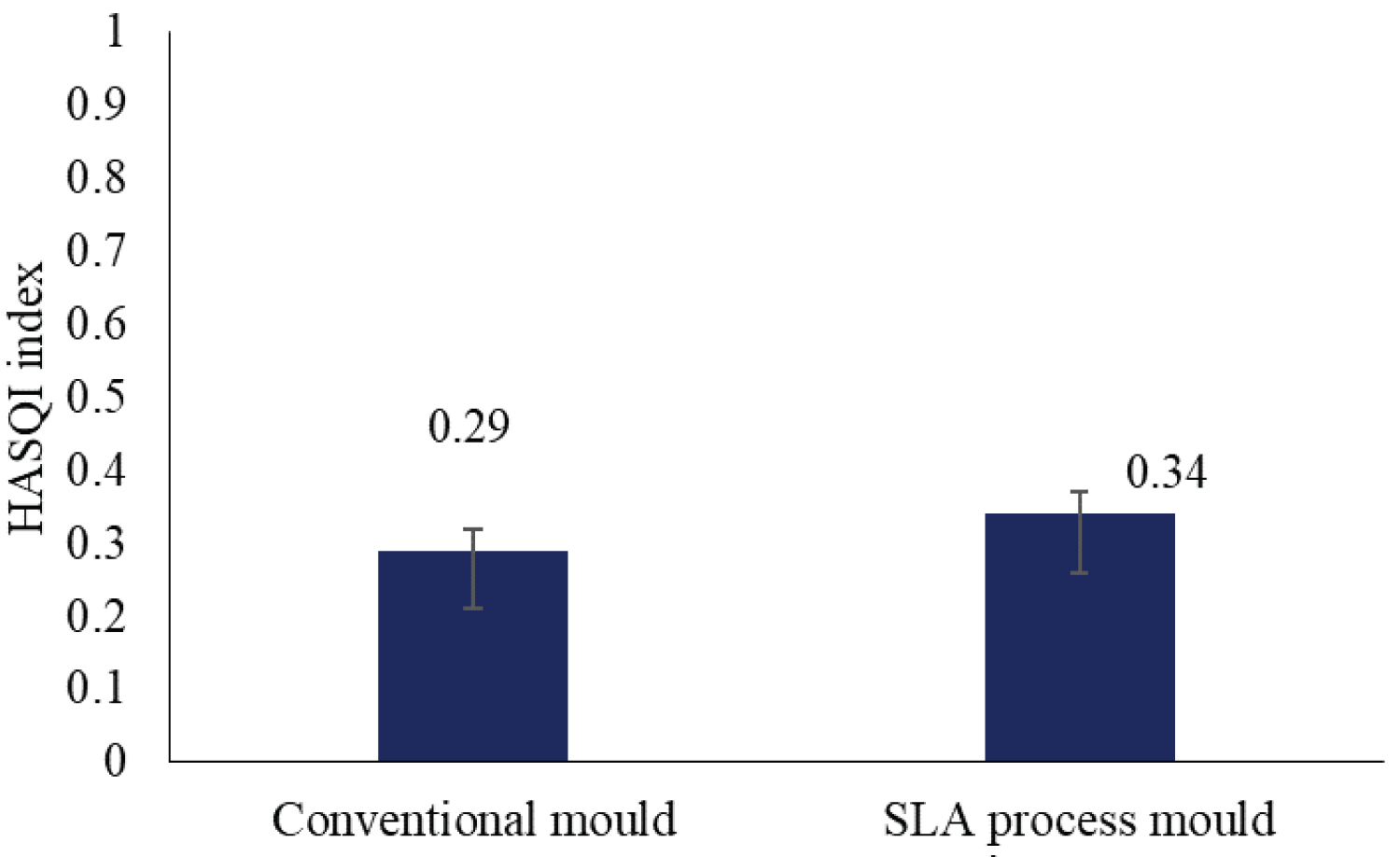 Figure 4: HASQI for conventional and SLA processed ear moulds with vent.
View Figure 4
Figure 4: HASQI for conventional and SLA processed ear moulds with vent.
View Figure 4
Further, the Mann Whitney U test showed statistical differences in both HASPI (Z = -2.3, p = 0.021) and HASQI (Z = -3.007, p = 0.003) between conventional mould and SLA processed mould with 3 mm vent.
The amplified waveforms of the original signal and mould with and without vent are shown in Figure 5 (a-e). The waveform shows that the SLA-processed mould has greater amplitude than the conventional mould in both with and without vent conditions.
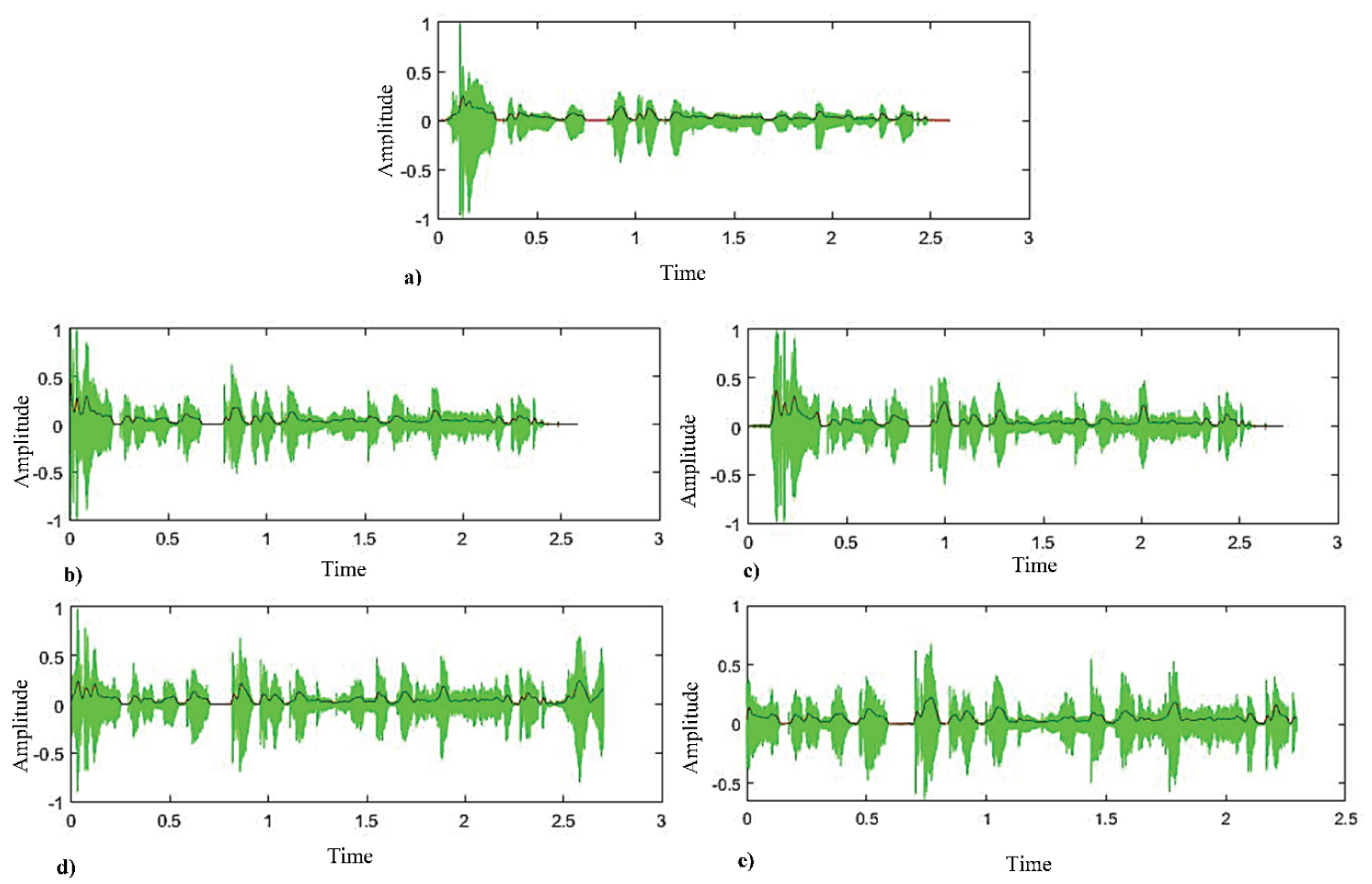 Figure 5: Waveform plots of the stimuli and output responses (a) Unprocessed stimuli; (b) Processed in the SLA mould without vent; (c) Processed in conventional mould without vent; (d) Processed in SLA mould 3 mm vent; (e) Processed in conventional mould with 3 mm vent.
View Figure 5
Figure 5: Waveform plots of the stimuli and output responses (a) Unprocessed stimuli; (b) Processed in the SLA mould without vent; (c) Processed in conventional mould without vent; (d) Processed in SLA mould 3 mm vent; (e) Processed in conventional mould with 3 mm vent.
View Figure 5
The present study compared the speech perception and quality output characteristics between the conventional ear and SLA-processed moulds. HASQI and HASPI values were used to compare the quality and perception index between conventional and SLA-processed ear moulds. This study is a preliminary attempt to compare the speech output characteristics between differently manufactured ear moulds.
The results reported that the speech intelligibility and sound quality index were better in SLA-processed mould than in conventional mould in both with and without vent conditions. Hence, the null hypothesis is rejected, stating that there is no difference in the speech perception and quality output characteristics between the conventional ear moulds and SLA-processed moulds. This difference could be attributed to the precision in maintaining the size of the sound bore throughout the ear mould using the SLA technique [4]. The SLA technique also ensures that the shape of the ear mould is replicated well.
The sound bore serves as a conduit between the receiver and the remaining ear canal volume. Only the mid- and high-frequency response is impacted by the sound bore diameters. In comparison to other types, sound bore is substantially longer in BTE hearing aids, which has a considerably greater impact on the gain frequency response. The sound bore creates resonances, and frequencies are determined primarily by length and diameter [8]. Any variation in the sound bore's length and diameter alters the output frequency response [1,2]. An accurate diameter of the sound bore is necessary for selecting appropriate tubing and retaining tubing in the mould. Therefore, precision in maintaining the size and length of the sound bore and vent throughout the ear mould using the SLA technique could have attributed to better quality and perception index.
However, the efficacy of conventional ear moulds cannot be underrated. It can be noted that the mean value of HASPI and HASQI from both types of mould were comparable. The statistical difference between the two types of mould can be attributed to very less standard deviations of HASPI and HASQI index.
Venting mainly affects the low-frequency response of hearing aid output. The high-frequency response of the hearing aid can be changed by changing the internal diameter of the sound bore along its length. If the diameter increases, it is referred to as an acoustic horn; if it decreases, it is referred to as an inverse horn, reverse horn or constriction. These modifications affect the frequency response of hearing aid. The current study studied the efficacy of the SLA process ear mould with only 3 mm vent. These mentioned acoustic aspects of an ear mould are not studied. Further studies are needed to compare the effectiveness of vents with different sizes, acoustic horns, constriction, and other acoustic elements of ear mould manufactured by conventional and SLA processes.
To conclude, SLA-processed ear mould has a better perception and quality index than conventional ear moulds. These ear moulds can be effectively used with hearing aids as conventional moulds.
The authors declare that there is no conflict of interest to be reported.
This research did not receive any grant from funding agencies in the public, commercial, or non-profit sectors.
• Rashmi. E - Data collecting, data analysis
• Banumathi - Literature review, data collecting, writing
• Vivek. A - Preparation of material
• Devi. N - Design, analysis and interpretation of the data
• Chandni Jain - Design, analysis and interpretation of the data
Not applicable.